
Obróbka cieplna odgrywa fundamentalną rolę w kształtowaniu właściwości materiałów i ich powierzchni. Procesy takie jak hartowanie czy wyżarzanie pozwalają na uzyskanie pożądanych parametrów technicznych elementów stosowanych w różnych gałęziach przemysłu. Kluczowym aspektem wszystkich tych operacji jest precyzyjna kontrola temperatury – niezbędna zarówno do osiągnięcia wymaganych właściwości materiałowych, jak i do zapewnienia powtarzalności i wysokiej jakości produktu końcowego.
Pomiar temperatury może być czasami realizowany metodami tradycyjnymi, kontaktowymi. Są one jednak często niewystarczająco trwałe i niezawodne. Z uwagi na to pomiary kontaktowe zastępuje się coraz częściej termowizją. W artykule przyjrzymy się nowoczesnym rozwiązaniom w zakresie bezkontaktowego pomiaru temperatury, które umożliwiają skuteczne monitorowanie i kontrolę procesów obróbki cieplnej.
DOKŁADNY MONITORING TEMPERATURY
W branżach o najwyższych wymaganiach, takich jak przemysł motoryzacyjny czy lotniczy, kontrola temperatury musi być dodatkowo udokumentowana i przeprowadzana zgodnie z rygorystycznymi standardami. Do najczęściej stosowanych procesów obróbki cieplnej, które wymagają dokładnych pomiarów temperatury w celu monitorowania, sterowania i rejestracji przebiegu, należą m.in.: nagrzewanie indukcyjne, hartowanie powierzchniowe (zanurzeniowe, płomieniowe,
plazmowe, laserowe, w prasie), wyżarzanie oraz procesy ciągłego wyżarzania (CAL).
TERMOPARY A URZĄDZENIA DO BEZKONTAKTOWEGO POMIARU TEMPERATURY
W wielu zastosowaniach przenośne termopary nadal są używane do pomiaru temperatury po schłodzeniu. Jednak w przypadku większych elementów o zróżnicowanych rozmiarach i wykonanych z różnych materiałów, temperatura na ich powierzchniach może się różnić ze względu na wewnętrzne przewodzenie ciepła. Może to prowadzić do pominięcia obszarów o wyższych lub niższych temperaturach, ponieważ punkty te zazwyczaj nie są widoczne dla operatora. Ponadto, powtarzalność pomiarów przenośnych termopar jest ograniczona.
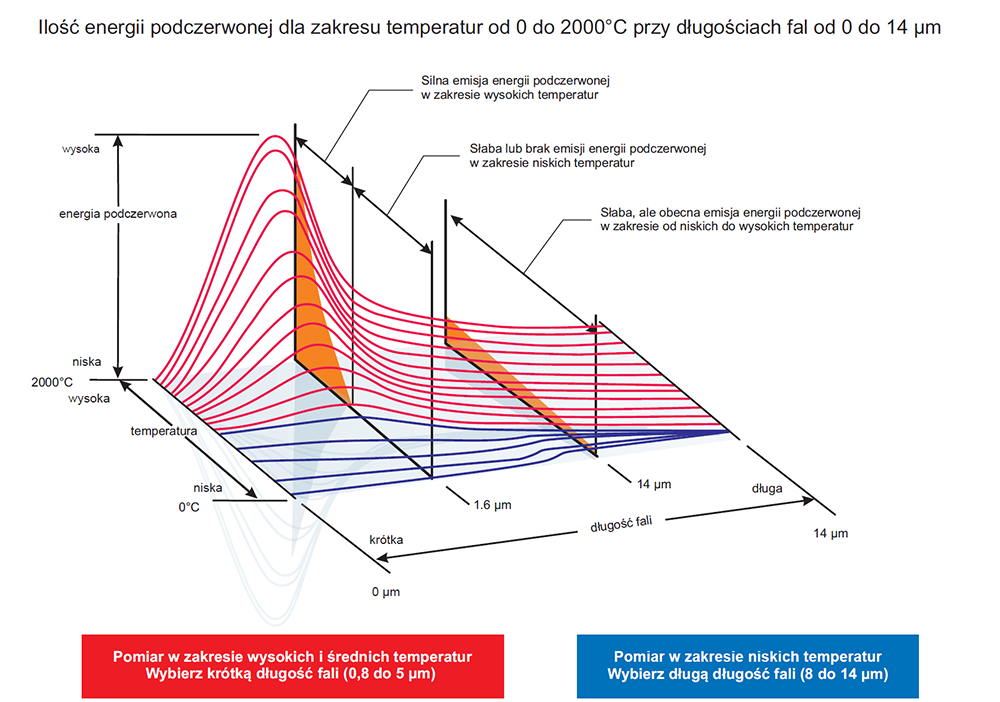
Rysunek 1
Wykres emisji energii podczerwonej w zależności od temperatury i długości fali
W zależności od pożądanego procesu obróbki cieplnej, bezkontaktowy pomiar temperatury jest niezbędny do dokładnej kontroli procesu, monitorowania i archiwizowania danych. W celu zapewnienia niezawodnej i powtarzalnej kontroli temperatury stosuje się urządzenia bezkontaktowe, takie jak pirometry punktowe (ręczne lub stacjonarne), skanery umożliwiające uzyskanie ciągłego profilu termicznego, a także kamery termowizyjne oferujące pełny, trójwymiarowy obraz rozkładu temperatury.
PIROMETRY NOWEJ GENERACJI
Zastosowanie pirometrów punktowych jest dość powszechne w procesach obróbki cieplnej metali. Warto zaznaczyć jednak, że w obróbce cieplnej metali nie zaleca się stosowania pirometrów o tzw. długiej fali pomiarowej, przeważnie pracujących na 8 … 14 μm. Są one relatywnie tanie i o szerokim zakresie pomiarowym, jednakże większość metali promieniuje na falach krótkich i średnich. Z tego powodu takie pirometry mogą powodować niestabilność/niepowtarzalność pomiaru oraz przyczyniać się do powstawania dodatkowego błędu pomiarowego (oprócz niedokładności urządzenia), czasem rzędu kilkunastu, a nawet kilkudziesięciu stopni.
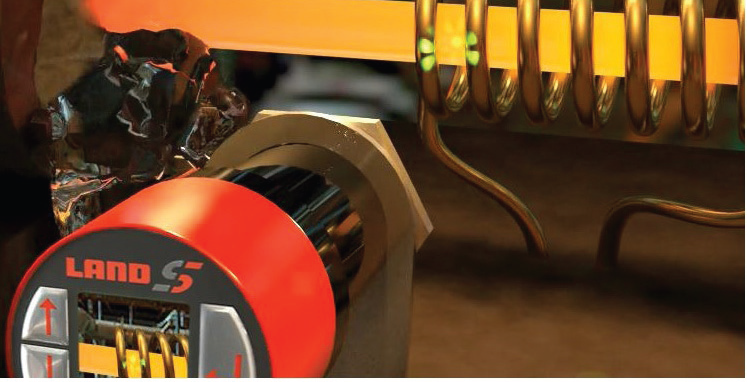
Rysunek 2
Pirometr LAND SPOT+ podczas kontroli procesu nagrzewania indukcyjnego
Pirometry stacjonarne nowej generacji serii AMETEK LAND SPOT+ mają wyselekcjonowane detektory 1 μm, 1,6 μm, 2,3 μm, 3,9 um, 3–5 μm pozwalające odbierać promieniowanie obiektu w jego szczycie i jednocześnie mierzyć na żądanym zakresie temperaturowym. Seria AMETEK LAND SPOT+ zawiera w swojej gamie 19 różnych modeli, dzięki czemu można zastosować odpowiedni pirometr do wymaganej aplikacji (rodzaj materiału, dokładność, odporność na wysokie temperatury, szybkość reakcji, pomiar małych obiektów, komunikacja z systemami sterowania itp.)

Rysunek 3
Pirometr LAND SPOT+ kontrolujący proces kucia matrycowego
Dodatkowo istnieją modele przeznaczone tylko do konkretnego zastosowania, np. SPOT+ GS do blachy ocynkowanej z/bez wyżarzania, SPOT+ AL do aluminium w tym ciekłego, SPOT+ MM do ciekłego żeliwa lub staliwa, SPOT+ TMT do rur w kotłach, reformerach parowych, warnikach. Dostępne są także inne pirometry „szyte na miarę”. Seria SPOT+ jest samodzielną konstrukcją z zaawansowaną, zintegrowaną obróbką pomiaru. Pirometry są dokładne, powtarzalne i łatwe w użyciu, w wykonaniu kompaktowym lub z rozdzielną optyką (tzw. światłowodowe), o zakresie pomiaru od 0 do 3500°C (w zależności od modelu).
W celu zapewnienia niezawodnej i powtarzalnej kontroli temperatury stosuje się pirometry punktowe, skanery umożliwiające uzyskanie ciągłego profilu termicznego, a także kamery termowizyjne.
Elektronika łączy w sobie funkcjonalność pirometru jedno- i dwubarwowego. Dla tych drugich, w zależności od aplikacji i wymagań użytkownika, z poziomu menu dostępny jest wybór spośród pięciu trybów działania (Ratio, Mono 1,Mono 2, Multi, Duo). Kombinacja Ethernet/Modbus TCP/Ethernet/IP/Rest API, wyjść analogowych i przekaźnikowych oraz kamery wizyjnej odznacza serię SPOT+ wysoką funkcjonalnością i uniwersalnością – pozwala na dużą elastyczność do wykorzystania w sterowaniu procesami produkcyjnymi.
PIROMETRY PRZENOŚNE
Do okresowych sprawdzeń np. przez technologów może być używany precyzyjny pirometr ręczny Cyclops 160L z pamięcią wewnętrzną pomiarów temperatury w zakresie od +200 do 1400°C. Wyposażony jest w optykę 180:1 o zmiennej ogniskowej, co pozwala mierzyć nawet małe obiekty z większej odległości. Zakres spektralny pirometru przeznaczony jest dla sektora obróbki metali i wynosi 1,6 μm, co zapewnia zminimalizowanie błędów pomiarowych wynikających ze zmian współczynnika emisyjności obiektu oraz absorpcji.

Rysunek 4
Przebieg zarejestrowanych temperatur z podglądem online (w tym wideo) z pirometru LAND SPOT+ podczas kucia swobodnego
Pirometr wyposażony jest dodatkowo w celownik optyczny ułatwiający dokładne określenie miejsca pomiaru. Wartość mierzonej temperatury można odczytać wewnątrz wizjera oraz na dużym, zewnętrznym wyświetlaczu LCD, na którym dodatkowo znajdują się informacje o stanie baterii, wartości współczynnika emisyjności i trybie pomiaru. Standardowe wyposażenie zawiera także futerał żaroodporny oraz oprogramowanie archiwizująco-wizualizacyjne na urządzenia mobilne z Androidem i na komputer PC.
Rysunek 5
Pomiar pirometrem przenośnym LAND Cyclops – weryfikacja temperatury w różnych miejscach (piec, nagrzewnica, wanna, prasa itp.)
SKANERY LINIOWE TEMPERATURY – ROZWIĄZANIE POMIĘDZY PIROMETREM, A KAMERĄ TERMOWIZYJNĄ
Rozwinięciem punktowego pomiaru pirometrycznego jest zastosowanie liniowych skanerów temperatury (zwanych czasem pirometrami skanującymi).
Cyfrowe liniowe skanery temperatury AMETEK LANDSCAN LSP-HD (wysoka rozdzielczość) wchodzą w skład specjalizowanych urządzeń do pomiaru bezkontaktowego temperatury, przeznaczonych dla różnych gałęzi przemysłu i zastosowań.
Skanery służą do dokładnego i szybkiego pomiaru rozkładu temperatury powierzchni materiałów przesuwających się tj. na samotokach, taśmociągach, pasmach materiału, liniach produkcyjnych; na ich całej szerokości i długości. Innymi słowy, skanery stosuje się wszędzie tam, gdzie zastosowanie pirometru nie spełnia wymagań, z powodu pomiaru produktu wyłącznie w jednym punkcie.
Skaner zawiera pojedynczy detektor (jak w pirometrze) i lusterko obracające się z prędkością 150 razy na sekundę. W wyniku przesuwania się materiału w kierunku prostopadłym do tej osi, skaner dokonuje pomiaru kolejnych miejsc na powierzchni obiektu. Konsekwencją pomiaru jest dwuwymiarowy 2D obraz termowizyjny rozkładu temperatury całej powierzchni skanowanego obiektu (podobnie jak z kamery termowizyjnej).
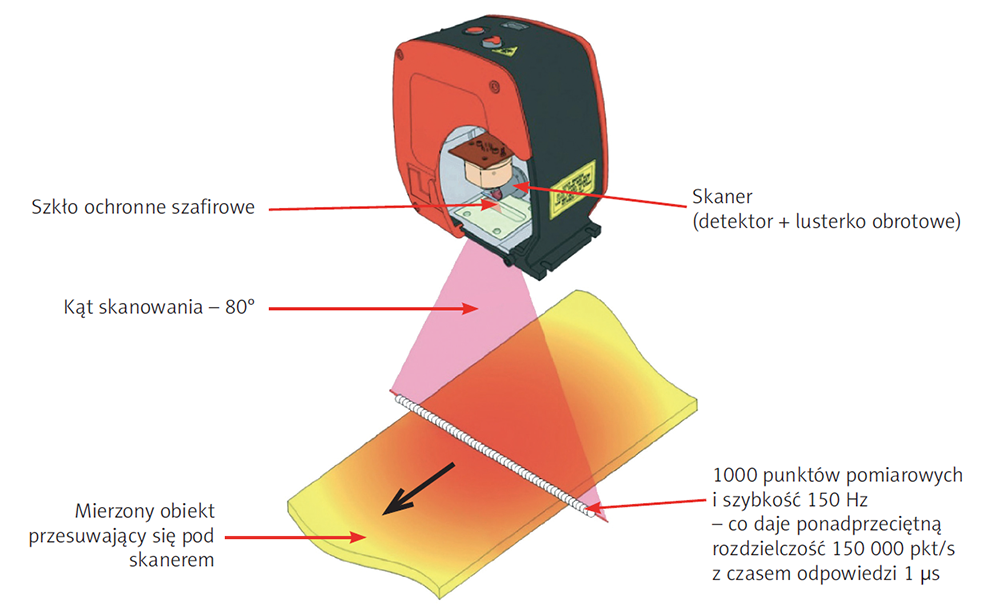
Rysunek 6
Skaner temperatury wykonuje profil temperaturowy przesuwającego się obiektu z rozdzielczością 1000 pkt i 150 razy na sekundę
Dużą zaletą skanerów liniowych są ponadprzeciętne czasy reakcji nawet 1 μs (mikrosekund) oraz rozdzielczość pomiaru do 150 000 pkt temperatury na sekundę obiektu wzdłuż osi skanowania. Dodatkowo optyka jest zabezpieczona trwałym szkłem szafirowym. Skanery posiadają wyselekcjonowane detektory o odpowiedzi spektralnej 1,0 μm/2,2 μm/1,9 μm/5 μm/3 do 5 μm oraz dużą dokładność pomiarową 2°C w całym zakresie pomiarowym, co odróżnia je od kamertermowizyjnych w tym aspekcie.
Skanery służą do dokładnego i szybkiego pomiaru rozkładu temperatury powierzchni materiałów przesuwających się.
System ma strukturę modułową i pozwala na duże zróżnicowanie konfiguracji, w zależności od warunków pomiaru i indywidualnych potrzeb każdego użytkownika. Strumień danych procesowych jest dostępny ze skanera, dzięki komunikacji cyfrowej w standardzie TCP/IP Industrial Ethernet (PoE), co umożliwia bezpośrednie podłączenie do systemów kontroli procesu. Oprogramowanie do sterowania LAND LSpro lub LANDSCAN WCA, wraz z serwerem danych, dostarcza szczegółowych informacji dotyczących pomiaru oraz narzędzia do analizy rozkładu temperatury.
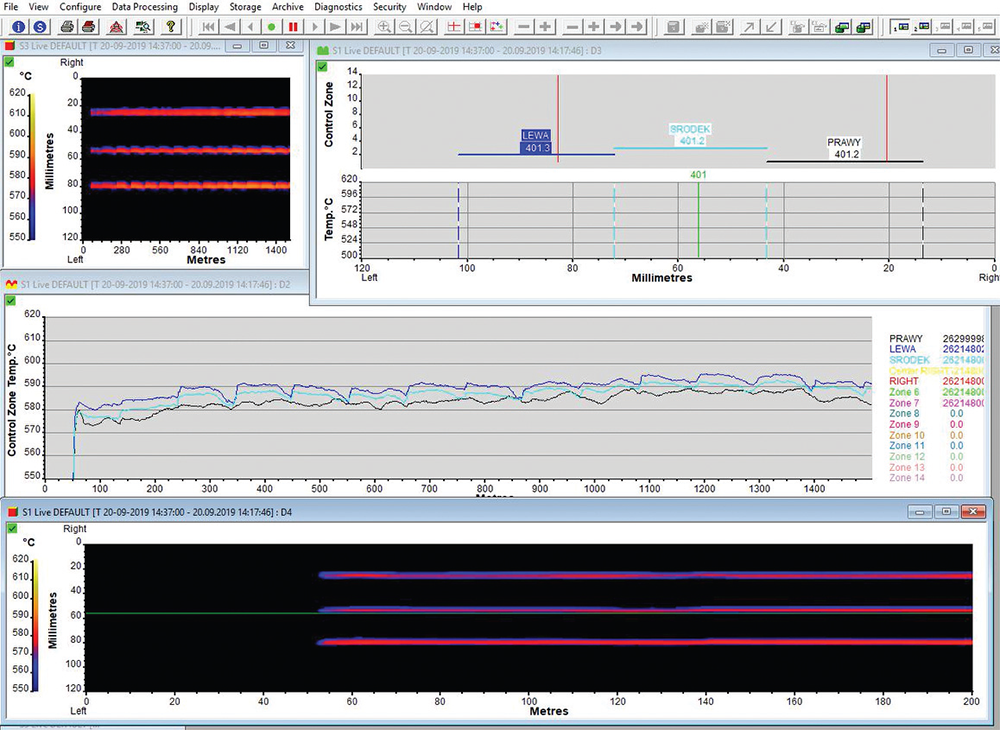
Rysunek 7
Obraz termowizyjny prętów przesuwających się z dużą prędkością nawet do 15m/s, uzyskany za pomocą skanera LANDSCAN LSP-HD
Równoczesne wyświetlenie i przetwarzanie źródeł wielu danych bieżących (analiza on-line) wraz ze źródłami danych historycznych (analiza off -line nawet sprzed kilku lat) umożliwiają analizę i kontrolę procesu produkcji oraz poprawę jakości wyrobu. Głowice skanera LSP-HD są zaprojektowane do autonomicznej pracy w celu bezpośredniego sterowania podłączonymi modułami I/O, bez konieczności ciągłego używania oprogramowania czy komputera. Po skonfigurowaniu systemu głowica i moduł I/O działają w pełni autonomicznie, zapewniając odczyty temperatury, sterowanie i alarmy dla maksymalnie 14 swobodnie konfigurowalnych stref pomiarowych.

Rysunek 8
Kamera termowizyjna LAND LWIR 640 monitorująca proces hartowania
W przypadku rozwiązań „multiscanner” oraz zaawansowanego monitorowania i kontroli procesów, oprogramowanie WCA (Windows Analyse and Control) umożliwia podłączenie jednocześnie do 8 dowolnych modeli skanera liniowego LSP-HD.
STACJONARNE KAMERY TERMOWIZYJNE, CZYLI OBRAZOWANIE TERMICZNE
Podstawowa różnica między punktowymi pomiarami temperatury, takimi jak pomiary wykonywane przez kontaktowe termopary lub bezkontaktowe pirometry, a kamerami termowizyjnymi polega na tym, że kamery zapewniają w pełni radiometryczny skalibrowany obraz w całym polu widzenia. Oferują one precyzyjne pomiary temperatury w każdym pikselu kamery. Na przykład, kamery termowizyjne AMETEK LAND MWIR- 640 / LWIR-640 lub LAND NIR 2K zapewniają odpowiednio ponad 300 000 lub 3 000 000 pikseli i punktów temperatury na jednym obrazie.
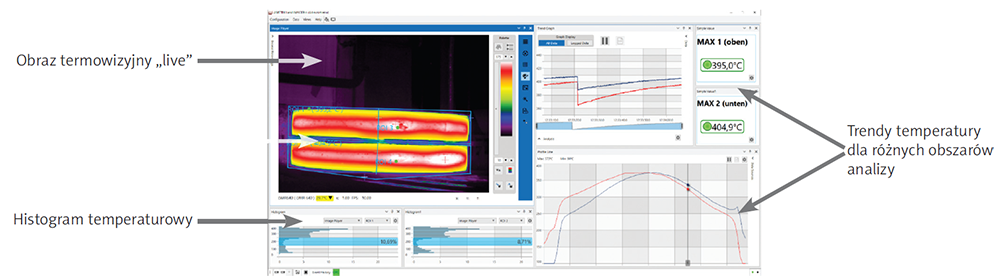
Rysunek 9
Oprogramowanie IMAGEPro analizujące obraz online, trend oraz histogram temperatury elementów metalowych opuszczanych do basenu hartowniczego
Wymienione kamery termowizyjne są dostępne w różnych zakresach pomiaru temperatury od -20°C do 2000°C (w zależności od modelu) i różnych odpowiedziach widmowych przewidzianych do odpowiednich zastosowań.
Obrazy i filmy termowizyjne dostarczają pełny obraz rozkładu temperatury – pozwalają na identyfikację zarówno miejsc przegrzanych, jak i wychłodzonych; oraz na analizę profili temperaturowych w konkretnych momentach lub w funkcji czasu (np. podczas procesu chłodzenia).
W niektórych zastosowaniach, po opuszczeniu przez elementy basenu chłodzącego, zgromadzona wewnętrzna energia cieplna może powodować ponowny wzrost temperatury powierzchni (Rysunek 11). Zjawisko to także zostanie wykryte dzięki obrazowaniu termicznym trendu. Co istotne, model NIR 2K mierzy temperaturę na długości fali 1 μm, czyli tam gdzie metale promieniują najbardziej. Zapewnia przy tym najwyższą powtarzalność i dokładność pomiaru. Z kolei kamera MWIR640, jako że pracuje na zakresie specjalnym 3,9 μm, potrafi dodatkowo uzyskać wyraźnie obrazy termowizyjne nawet przez płomienie, dym lub zapylenie. Może być zatem wykorzystywana dla najbardziej wymagających aplikacji.
Kamery termowizyjne MWIR640, LWIR-640 oraz NIR 2K mogą być montowane w specjalistycznych obudowach przemysłowych z funkcją chłodzenia i oczyszczania, co zapewnia ich niezawodne działanie nawet w wymagających warunkach środowiskowych. Urządzenia mogą pracować w trybie autonomicznym, wykorzystując wbudowany serwer WWW do konfiguracji parametrów, analizy obrazu oraz definiowania stref pomiarowych. Zintegrowane interfejsy wejścia/wyjścia (3 kanały analogowe 4…20 mA lub przekaźnikowe) umożliwiają bezpośrednią współpracę z systemami PLC i SCADA – zarówno w trybie ciągłego pomiaru temperatury z wybranych obszarów, jak i w przypadku przekroczenia zadanych progów alarmowych.
Dzięki dostarczaniu danych bieżących i historycznych, obrazowanie termiczne pozwala na lepszą kontrolę prowadzonych procesów obróbki cieplnej.
OPROGRAMOWANIE
Do zaawansowanego monitorowania, analizy i rejestracji danych wykorzystywane jest oprogramowanie IMAGEPro. Pozwala ono na jednoczesne podłączenie do 16 kamer oraz integrację z systemem sterowania zakładem, dzięki obsłudze protokołów Modbus TCP, OPC UA i Profi net. Dodatkowo, oferuje transmisję strumieniową obrazu w czasie rzeczywistym z wykorzystaniem protokołu RTMP oraz RTSP. IMAGEPro zapewnia rejestrowanie danych temperatury, obrazów i fi lmów dla każdej części poddawanej obróbce cieplnej i zapewnia kontrolę jakości i niezbędną dokumentację. Oprogramowanie posiada bazę danych MS SQL Express, jednak może być zintegrowane z istniejącą bazą MQS SQL użytkownika. Ponadto, pozwala na pracę kombinowaną/hybrydową tj. zarówno z kamerami termowizyjnymi LAND MWIR/LWIR/NIR2K, jak i z pirometrami cyfrowymi LAND SPOT+.
Połączenie kamer termowizyjnych i pirometrów z tym oprogramowaniem w systemie pomiarowym pozwala na znacznie rozszerzoną kontrolę, w tym dostosowywanie możliwości rejestrowania danych.
Jest to szczególnie ważne i niezbędne w przypadku komponentów istotnych dla bezpieczeństwa, np. z sektora motoryzacyjnego lub lotniczego.
KALIBRACJA SERWISOWA I CERTYFIKATY
Wszystkie modele kamer termowizyjnych i pirometrów AMETEK LAND są przed dostawą kalibrowane i sprawdzane, a następnie otrzymują świadectwo wzorcowania wystawione przez akredytowane laboratorium zgodnie z normą ISO/IEC 17025. Certyfikat ten jest uznawany międzynarodowo na podstawie porozumień EA MLA, ILAC MRA oraz akredytacji PCA. Dokument wystawiany jest standardowo w języku polskim i angielskim. Warto przy tej okazji zaznaczyć, że urządzenia AMETEK LAND nie mają ściśle określonego wymogu okresowego sprawdzenia. Wynika to z tego, że zastosowane w nich detektory wykazują się bardzo dużą stabilnością w okresie nawet kilkunastu lat. Również przepisy polskie nie regulują okresów wzorcowania w jednostkach zewnętrznych urządzeń do bezkontaktowego pomiaru temperatury. Użytkownik może natomiast sam określić własne zalecenia w tym zakresie według wewnętrznych potrzeb kontroli jakości i/lub audytów. Zalecamy jednak coroczne sprawdzenie urządzenia poprzez porównanie ze wzorcem w akredytowanym laboratorium, w celu zapewnienia niezmienności parametrów pomiarowych i zgodności z wymaganiami jakościowymi.
KOMPLEKSOWA KONTROLA TEMPERATURY DZIĘKI OBRAZOWANIU TERMICZNEMU
Przemysłowe obrazowanie termiczne zapewnia całościowy obraz warunków cieplnych produkowanych części w czasie rzeczywistym. Umożliwia niezawodne wykrywanie zimnych i gorących punktów oraz śledzenie odchyleń temperatury w krótkim lub długoterminowym okresie czasu, w procesach obróbki cieplnej. Integracja tej technologii jest ułatwiona, dzięki dostępnym interfejsom analogowym i cyfrowym, pozwalającym na autonomiczną pracę urządzeń. Zaawansowane oprogramowanie do obrazowania termicznego umożliwia monitorowanie procesu zarówno lokalne, jak i zdalne, a także pozwala na archiwizowanie kompletnych danych oraz ich analizę. Tym samym, dzięki dostarczaniu danych bieżących i historycznych, obrazowanie termiczne pozwala na lepszą kontrolę prowadzonych procesów obróbki cieplnej, minimalizując ryzyko wad materiałowych i zapewniając większą wydajność i lepszą jakość produktu końcowego.




